







Mesin Punching CNC Hidrolik kecepatan tinggi PP1213A PP1009S kanggo Truk Balok




| ORA. | Barang | Parameter | ||
| PP1213A | PP1009S | |||
| 1 | Kekuatan Meninju | 1200KN | 1000KN | |
| 2 | Maksimumpiringukuran | 800×3500 800×7000mm(Posisi sekunder) | ||
| 3 | Piringkisaran kekandelan | 4~12mm | 4~12mm | |
| 4 | Stasiun Pukulan | Nomer modul | 13mm | 9mm(5 ndhuwur, 4 ngisor) |
| Diameter punch maksimal | φ60 | φ50 | ||
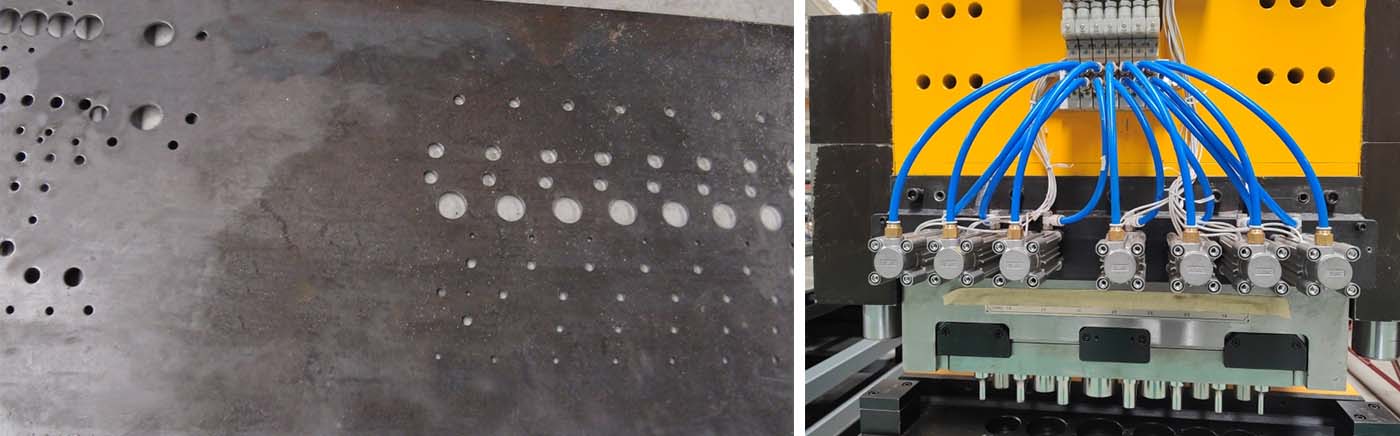
| 5 | Ukuran pukulan(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (Satunggal set cetakan kanthi kekandelan plat 8mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (kalebu sakumpulan cetakan kanthi kekandelan pelat 8mm) | |
| 6 | Cacahing pukulansaben menit | 〉42 | <42 | |
| 7 | Warpagejembar | <2mm | <25 | |
| 8 | Cacahing klem | 3 | ||
| 9 | Tekanan sistem | Htekanan dhuwur | 24MPa | |
| Ltekanan saiki | 6MPa | |||
| 10 | Atekanan ir | 0.5MPa | ||
| 11 | Daya motor pompa hidrolik | 22kW | ||
| 12 | Daya motor servo sumbu X | 5kW | ||
| 13 | Daya motor servo sumbu Y | 5kW | ||
| 14 | Kapasitas total | 55kVA | ||

1. Amben mesin mesin beban berat nggunakake struktur pengelasan pelat baja kualitas dhuwur. Sawise dilas, permukaane dicet, supaya bisa nambah kualitas permukaan lan kemampuan anti karat pelat baja. Bagean pengelasan amben bubut dipanasake kanggo ngilangi stres pengelasan kanthi maksimal.

2. Mesin iki duwé rong sumbu CNC: sumbu x minangka gerakan kiwa lan tengen klem, sumbu Y minangka gerakan ngarep lan mburi klem, lan meja kerja CNC sing kaku banget njamin linuwih lan akurasi pakan.
3. Poros penggerak X. Y nggunakake sekrup bal presisi kanggo njamin akurasi transmisi.
4. Sumbu X lan Y nganggo rel pandhuan linier presisi, kanthi beban gedhe, presisi dhuwur, umur layanan rel pandhuan sing dawa, lan bisa njaga presisi mesin sing dhuwur sajrone wektu sing suwe.
5. Motor penggerak sumbu-x lan sumbu-y digerakake dening motor servo AC Jerman. Sumbu-y nyadari umpan balik posisi loop semi-tertutup.
6. Mesin iki dilumasi nganggo kombinasi pelumasan terpusat lan pelumasan desentralisasi, supaya mesin kasebut ana ing kondisi kerja sing apik saben wektu.
7. Meja Kerja CNC saka materi sing obah dipasang langsung ing pondasi, lan meja kerja dilengkapi bal pengangkut universal, sing nduweni kaluwihan resistensi cilik, gangguan rendah lan perawatan sing gampang.
8. Posisi die punching mesin iki nganggo susunan linier baris ganda, lan diameter punching maksimal yaiku 50mm. Piston silinder hidrolik nggerakake blok geser sing dipandu dening rong pandhuan gulung linier kanggo obah munggah lan mudhun, sing njamin keselarasan die lan punch sing akurat, lan duwe umur layanan sing dawa. Pemilihan posisi die punching nganggo cara silinder ndorong lan narik blok bantalan, sing nduweni kaluwihan ngganti die kanthi cepet, linuwih dhuwur lan pangopènan sing trep.
9. Bahan iki dijepit nganggo telung klem hidrolik sing kuat, sing bisa obah lan gampang ditemokake. Klem iki bisa ngambang munggah lan mudhun miturut fluktuasi bahan. Jarak antarane klem bisa diatur miturut dawa pinggiran klem bahan kasebut.

10. Iki nduweni kaluwihan wektu pangolahan sing cendhak, posisi sing cepet, operasi sing prasaja, ruang lantai sing luwih sithik lan efisiensi produksi sing dhuwur.
11. Antarmuka komputer nganggo basa Inggris, sing gampang dikuasai operator.
| NO | Jeneng | Merek | Negara |
| 1 | CNCsistem | Siemens 808D | Jerman |
| 2 | Motor servo lanSpenggerak ervo | Siemens / Panasonic | Jerman/ Jepang |
| 3 | Pandhuan gerakan linier | HIWIN/PMI | Taiwan, Jepang |
| 4 | Sekrup bal | Aku+F/NEEF | Jerman |
| 5 | Silinder | SMC/FESTO | Jepang / Jerman |
| 6 | Relai kahanan padat | Weidmuller | Jerman |
| 7 | Rantai seret | Igus/CPS | Jerman/Korea Selatan |
| 8 | Pompa baling-baling ganda | Denison/Albert | Amerika Serikat |
| 9 | Katup hidrolik | ATOS | Italia |
| 10 | Pendingin oli | Tongfei/Laber | Tiongkok |
| 11 | Piranti pelumasan lenga | Herg | Jepang |
| 12 | Komponen listrik voltase rendah | Schneider | Prancis |
Cathetan: Sing kasebut ing ndhuwur minangka pemasok standar kita. Komponen iki bisa diganti karo komponen kualitas sing padha saka merek liya yen pemasok ing ndhuwur ora bisa nyedhiyakake komponen kasebut yen ana masalah khusus.



Profil Ringkesan Perusahaan  Informasi Pabrik
Informasi Pabrik  Kapasitas Produksi Tahunan
Kapasitas Produksi Tahunan  Kemampuan Dagang
Kemampuan Dagang 





